为了让您更全面地了解我们的鄂州 焊管H型钢支持定制批发,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
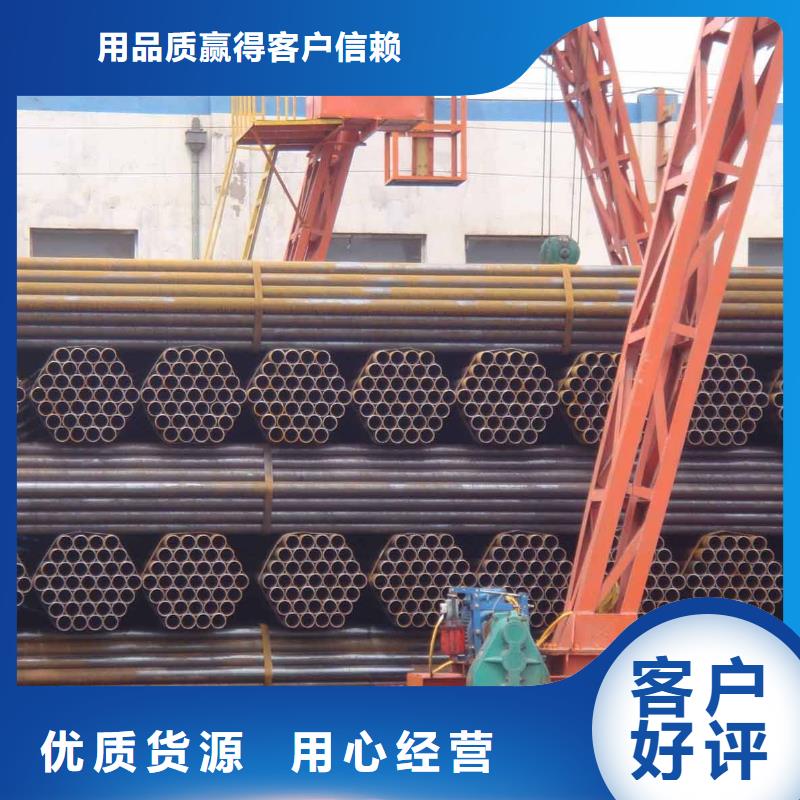
以下是:鄂州 焊管H型钢支持定制批发的图文介绍


通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。3、承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用安全可靠。
钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。4、承压流体输送用螺旋缝高频焊钢管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。
钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用安全可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。5、一般低压流体输送用螺旋缝埋弧焊钢管(SY/T5037-2000)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
6、一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管。7、桩用螺旋焊缝钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩。



国耀宏业钢铁有限公司拥有自己的 鄂州槽钢、设计团队、专业的技术调试团队、24小时的售后服务团队以及精湛技术的工厂。 公司始终坚持以“高效严谨”为宗旨,以为客户提供智能的性能与可靠性的 鄂州槽钢、,增强企业竞争优势;满足客户目前及未来的需求为目标;以技术先进、可靠、快速等解决方案,让客户满意是我们永远不懈的追求。


再回到焊管的加工过程中,弯曲拉伸是深加工焊管的一个程序,在这个过程中很容易产生焊缝开裂现象,产生大量的废品。为了防止类似问题的发生,需要采用适当的润滑剂对焊管的拉深和弯曲有明显的效果。因为润滑剂能够在凸、凹模之间形成一层有一定韧性和延伸率的薄膜,因而有利于焊管的拉深和弯曲成形。
对于拉深变形程度大、弯曲成形困难的焊管拉伸件,在实际生产中可以使用聚氟薄膜来充当润滑剂。聚氟薄膜具有极好的抗撕裂强度、一定的韧性和延伸率且容易清洗。涂复干膜后,在拉深过程中干膜能随坯料一起变形,可以始终将坯料与模具隔开,加之薄膜本身具有一定孔隙度和大量纤维裂纹,故也可存放一定的润滑油,所以该薄膜相当于一层干膜润滑剂。
这种润滑方式可以有效地将变形焊管与模具表面隔离开,润滑效果良好,有利于模具使用寿命和产品成品的合格率。无锡精密钢管厂供应:焊管,焊接钢管,无缝焊管,直缝焊管,大口径螺旋钢管等我们本着诚为本的原则,以质量求生存,以誉得发展的企业经营理念,不断开拓进取,诚合作发展。
将以优质的12Cr1MoV合金钢管、15CrMo合金钢管、合金钢管、合金钢管产品,良好的誉,低廉的价格服务于广大用户,我们始终坚持“诚之上、联合互赢”的原则,以高质量产品抢占市场,以优质服务取用户,实现企业和客户的价值化。



热轧带钢机组轧制工艺具有一系列的优点,具有获得生产优质管线钢的冶金工艺能力。例如,在输出台架上装有水冷却系统以加速冷却,这就允许使用低合金成分来达到特殊的强度等级和低温韧性,从而改进钢材的可焊性。但这一系统在钢板生产厂基本没有。
卷板的合金含量(碳当量)往往低于相似等级的钢板,这也提高了螺旋焊管的可焊性。更需要说明的是,由于螺旋焊管的卷板轧制方向不是垂直钢管轴线方向(其夹解取决于钢管的螺旋角),而直缝钢管的钢板轧制方向垂直于钢管轴线方向,因而,螺旋焊管材料的抗裂性能优于直缝钢管。
焊接工艺从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。强度特点管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。



管路转弯处用弯管器可现场弯曲相应的弧度。技术标准编辑根据GB/T3092《低压流体输送用焊接钢管》标准的规定,焊管的公称直径为6~150mm,公称壁厚为2.0~6.0mm,焊管的长度通常为4~10米,可按定尺或倍尺长度出厂。钢管表面质量应光滑,不允许有折叠、裂缝、分层、搭焊等缺陷存在。
钢管表面允许有不超过壁厚负偏差的划道、刮伤、焊缝错位、烧伤和结疤等轻缺陷存在。允许焊缝处壁厚增厚和内缝焊筋存在。质量检验编辑焊接钢管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。钢管应能承受一定的内压力,必要时进行2.5Mpa压力试验,保持一分钟无渗漏。
允许用涡流探伤的方法代替水压试验。涡流探伤按GB7735《钢管涡流探伤检验方法》标准执行。涡流探伤方法是将探头固定在机架上,探伤与焊缝保持3~5mm距离,靠钢管的快速运动对焊缝进行全面的扫查,探伤号经涡流探伤仪的自动处理和自动分选,达到探伤的目的。
探伤后的焊管用飞锯按规定长度切断,经翻转架下线。钢管两端应平头倒角,打印标记,成品管用六角形捆扎包装后出厂。材质编辑国内常用材质一般是Q235A,Q235B、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb、16Mn、20#、Q345、L245、L290、X42、X46、X70、X80等。



 扫一扫
扫一扫